- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
 |



















Product Name : OEM Manufacturer Aluminum Scr Water Liquid Cooling Cold Plate
| No | Item | Content Description |
| 1 | Material | Aluminum alloy, AA3003 is commonly used |
| 2 | Production Technique | CNC machining and Vacuum brazing |
| 3 | Outer Dimension Limit | Max. 3800*1100*1100mm L*W*H |
| 4 | Surface Roughness | Standard 1.2um or custom |
| 5 | Surface Flatness | Standard 0.005cm per cm length or custom |
| 6 | Working Pressure | Normal 1.2 to 5 bars |
| 7 | Surface Finish | Mill finish, anodization, painting or custom |
| 8 | Packing Way | Normal plywood case packing way |
M-stirling's cold plates covers a series of tubed cold plates, vacuum brazed aluminum cold plate, CAB brazed aluminum cold plate,heat pipe cold plate, phase change cold plate and other custom cold plates.Mstirling's cold plates covers a series of tubed coldplates, vacuum brazed aluminum cold plate, CAB brazed aluminum cold plate, heat pipe cold plate, phase change cold plate and othercustom cold plates.
We design and manufacture the best liquid cold plate for your application and operating environment, such as copper for excellent heat dissipation, aluminum for weight savings, and stainless steel for strong corrosion resistance.
M-stirling's cold plate technologies include
◆ Vacuum brazed or controlled atmosphere brazed and CNC machined performance fin cold plates and chassis
◆ Friction Stir Welded (FSW) performance-fin cold plates and chassis
◆ flat tube cold plates
◆ Press lock Copper tubed cold plates
◆ Vacuum brazed and CNC machined copper cold plates
◆ Stamped and vacuum brazed cold plates
◆ Gun-drilled custom cold plate
◆ Custom channeled cold plate with ladder configuration
◆ Inner-Finned Brazed Cold Plates
◆ Aluminum extruded and welded or brazed cold plate
◆ Aluminum die casting and welded or brazed cold plate
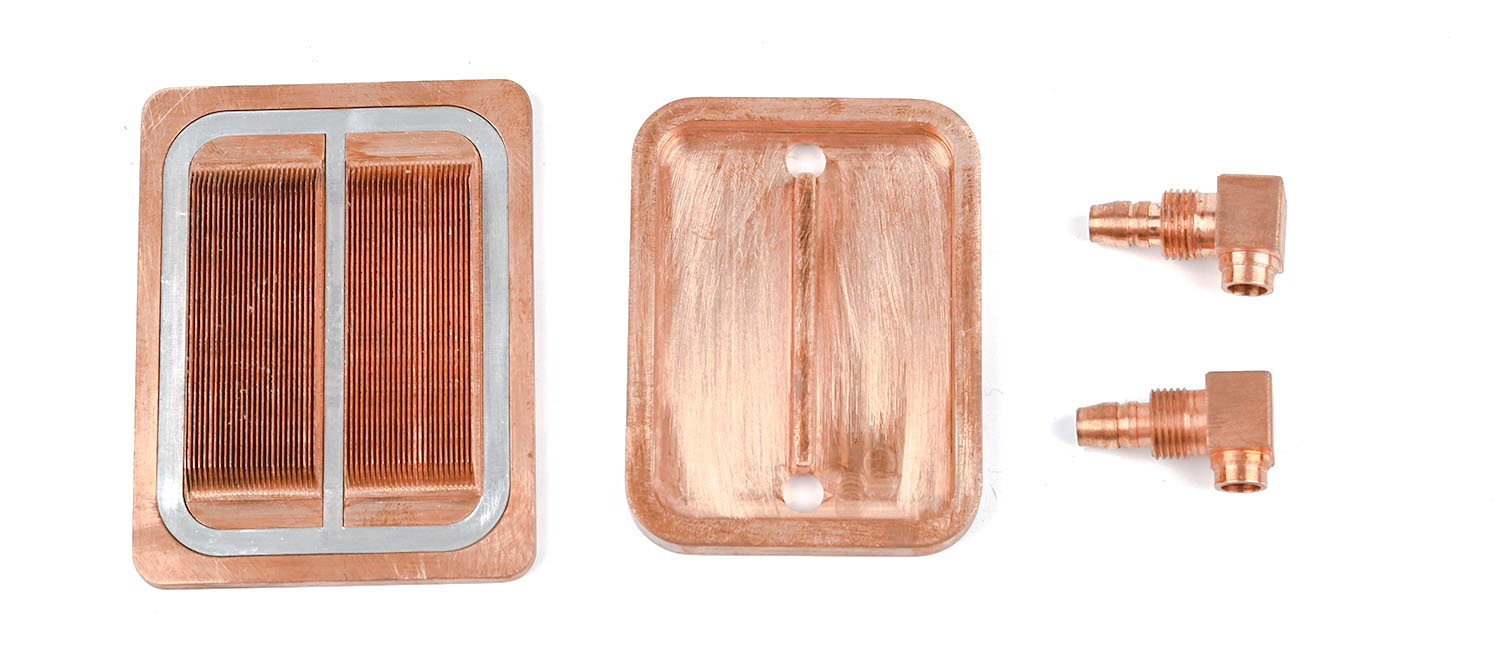
▲ Components for vacuum brazed cold plate

▲ Stamped and vacuum brazed cold plate

▲ Copper tubed cold plate
We also supply value added components as below
● Fittings and connectors
● Hoses and tubes
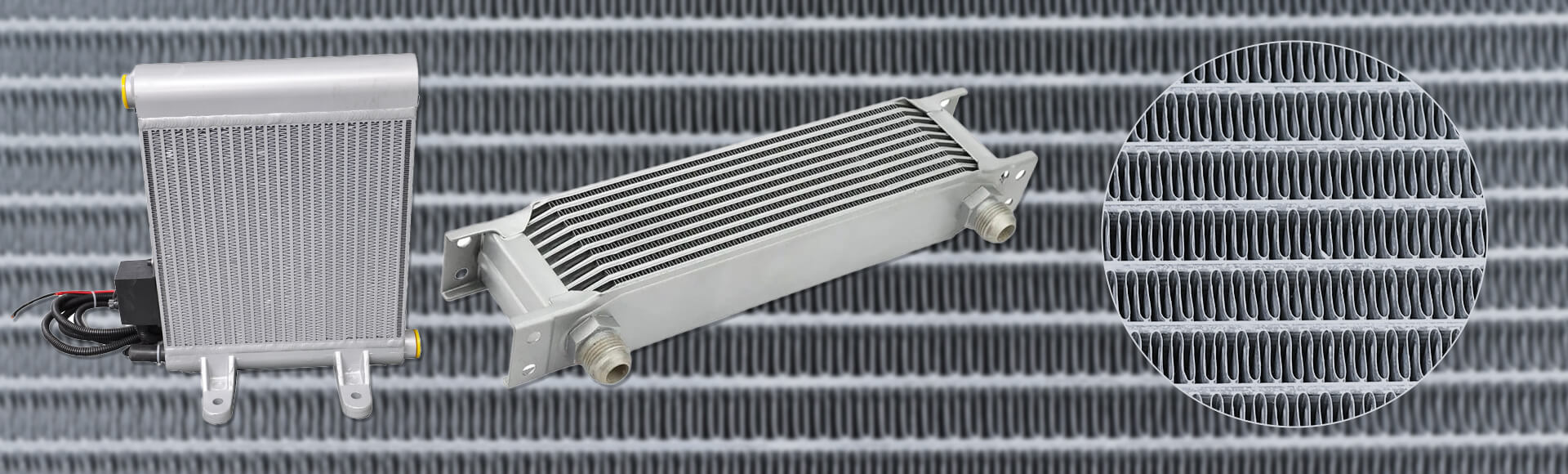
● Heat exchangers or radiators
● Pumps and reservoirs
● Fans
● Other accessories
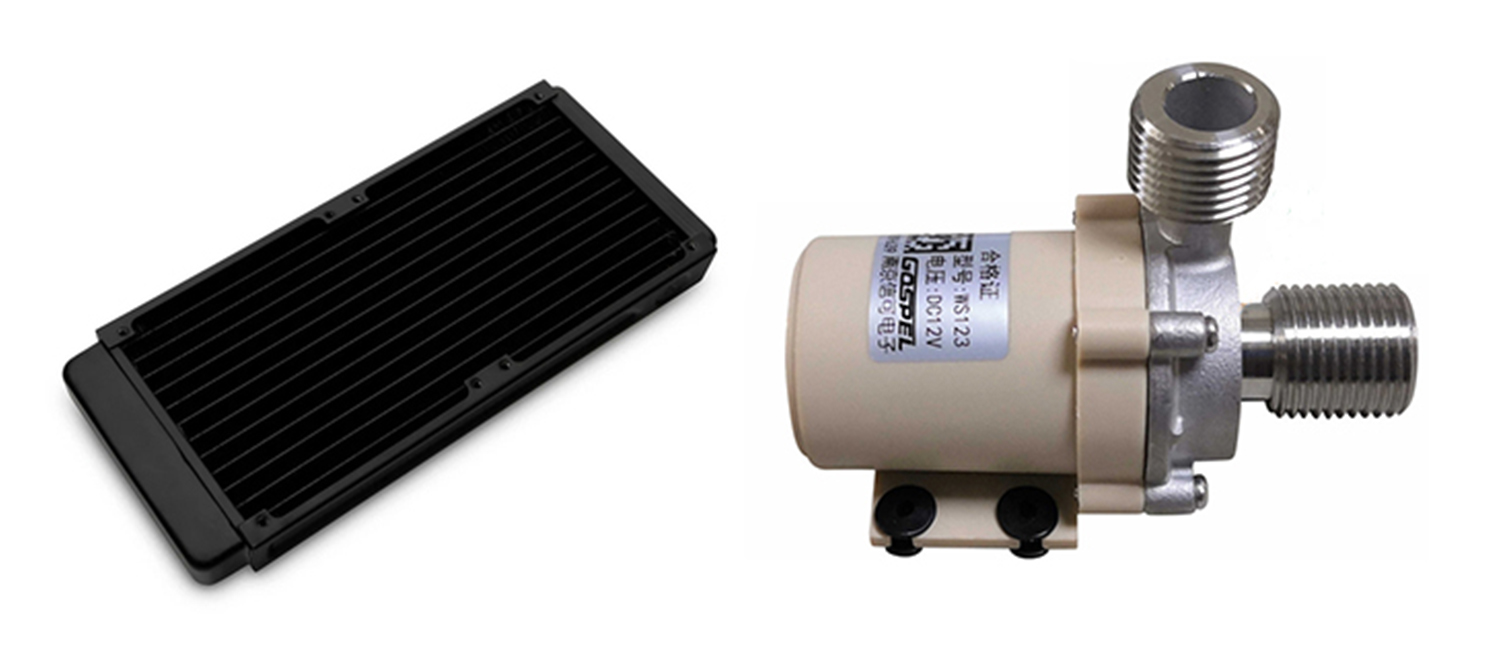
▲ Radiator ▲ Pump
Brief of a liquid cooling system
Vacuum brazing is a high-end joining technology because it produces parts with extremely strong joints and no corrosive flux residue. It is a method of joining two base metals, such as aluminum plates, by using a filler metal with a melting point lower than the base metal. Capillary action draws the filler metal, also known as a braze alloy, into the closely mated parallel surfaces of the aluminum plates. The vacuum brazing process has the following characteristics: uniform heating, tight temperature control, no post cleaning processes, and process repeatability.
Aluminum cold plates that are often vacuum-brazed. Aluminum vacuum-brazed cold plates consist of corrugated aluminum fin brazed into a cavity between two aluminum plates.
Before vacuum brazing, cold plate must first be cleaned. Removing grease, oil, dirt, and oxides ensures that there is uniform capillary action, which is needed to achieve the highest quality braze joints.
After cleaning, the components are sealed in containers and placed in a temperature and humidity controlled room for assembly. This protects the components from further oxidation and contamination before assembly and brazing. Protective gloves are worn during assembly to further protect components from contamination.
Once parts are cleaned and assembled, they are secured in brazing fixtures. The brazing fixtures hold the parts together as well as keep them aligned during the brazing process. Low thermal mass fixtures reduce the brazing cycle time. If magnesium is not present in the alloy, it generally will be added to the furnace as a “getter” of any remaining oxygen molecules.
Virtually every cold plate and heat exchanger requires a slightly different furnace profile to achieve the highest quality braze. This furnace profile is known within the industry as a vacuum brazing “recipe.” The recipe specifies the temperature, vacuum level, and cycle time. Brazing of cold plates and heat exchangers usually takes place at approximately 1100°F (593°C) and a vacuum level between 5 to 6 Torr. However, the recipe depends in large part on the alloys, the total mass in the furnace, and the vacuum furnace being used. The furnace controller monitors vacuum levels and temperatures and automatically advances to the next segment as programmed in the recipe until the cycle is complete.

Compared to other metallurgical techniques for joining aluminum, vacuum furnace brazing offers numerous technical advantages:
-High-strength, void-free, leak-free joints approaching parent metal strength, with proof pressures up to 800 psi and burst pressures up to 1300 psi
- Temperature resistance up to 350°F (176°C)
- Consistently reproducible results with tightly toleranced joining surfaces
- Uniform thermal conductivity
- Extremely clean parts with no residual corrosive flux due to the flux-free process (unlike dip brazing)
- Ability to fill long, otherwise inaccessible joints
- Minimal distortion due to uniform heating and cooling
- No surface deterioration during processing
Single process production of complex assemblies with multiple joints can also lower cost while increasing product quality. Yields of 80% are typical for the vacuum brazing process, but 98% or better yields are possible in a carefully controlled process. With high yields for complex fabrications, vacuum brazing is the preferred joining process for manufacturing high performance aluminum cold plates and heat exchangers.
Product Name : OEM Manufacturer Aluminum Scr Water Liquid Cooling Cold Plate
| No | Item | Content Description |
| 1 | Material | Aluminum alloy, AA3003 is commonly used |
| 2 | Production Technique | CNC machining and Vacuum brazing |
| 3 | Outer Dimension Limit | Max. 3800*1100*1100mm L*W*H |
| 4 | Surface Roughness | Standard 1.2um or custom |
| 5 | Surface Flatness | Standard 0.005cm per cm length or custom |
| 6 | Working Pressure | Normal 1.2 to 5 bars |
| 7 | Surface Finish | Mill finish, anodization, painting or custom |
| 8 | Packing Way | Normal plywood case packing way |
M-stirling's cold plates covers a series of tubed cold plates, vacuum brazed aluminum cold plate, CAB brazed aluminum cold plate,heat pipe cold plate, phase change cold plate and other custom cold plates.Mstirling's cold plates covers a series of tubed coldplates, vacuum brazed aluminum cold plate, CAB brazed aluminum cold plate, heat pipe cold plate, phase change cold plate and othercustom cold plates.
We design and manufacture the best liquid cold plate for your application and operating environment, such as copper for excellent heat dissipation, aluminum for weight savings, and stainless steel for strong corrosion resistance.
M-stirling's cold plate technologies include
◆ Vacuum brazed or controlled atmosphere brazed and CNC machined performance fin cold plates and chassis
◆ Friction Stir Welded (FSW) performance-fin cold plates and chassis
◆ flat tube cold plates
◆ Press lock Copper tubed cold plates
◆ Vacuum brazed and CNC machined copper cold plates
◆ Stamped and vacuum brazed cold plates
◆ Gun-drilled custom cold plate
◆ Custom channeled cold plate with ladder configuration
◆ Inner-Finned Brazed Cold Plates
◆ Aluminum extruded and welded or brazed cold plate
◆ Aluminum die casting and welded or brazed cold plate
▲ Components for vacuum brazed cold plate
▲ Stamped and vacuum brazed cold plate
▲ Copper tubed cold plate
We also supply value added components as below
● Fittings and connectors
● Hoses and tubes
● Heat exchangers or radiators
● Pumps and reservoirs
● Fans
● Other accessories
▲ Radiator ▲ Pump
Brief of a liquid cooling system
Vacuum brazing is a high-end joining technology because it produces parts with extremely strong joints and no corrosive flux residue. It is a method of joining two base metals, such as aluminum plates, by using a filler metal with a melting point lower than the base metal. Capillary action draws the filler metal, also known as a braze alloy, into the closely mated parallel surfaces of the aluminum plates. The vacuum brazing process has the following characteristics: uniform heating, tight temperature control, no post cleaning processes, and process repeatability.
Aluminum cold plates that are often vacuum-brazed. Aluminum vacuum-brazed cold plates consist of corrugated aluminum fin brazed into a cavity between two aluminum plates.
Before vacuum brazing, cold plate must first be cleaned. Removing grease, oil, dirt, and oxides ensures that there is uniform capillary action, which is needed to achieve the highest quality braze joints.
After cleaning, the components are sealed in containers and placed in a temperature and humidity controlled room for assembly. This protects the components from further oxidation and contamination before assembly and brazing. Protective gloves are worn during assembly to further protect components from contamination.
Once parts are cleaned and assembled, they are secured in brazing fixtures. The brazing fixtures hold the parts together as well as keep them aligned during the brazing process. Low thermal mass fixtures reduce the brazing cycle time. If magnesium is not present in the alloy, it generally will be added to the furnace as a “getter” of any remaining oxygen molecules.
Virtually every cold plate and heat exchanger requires a slightly different furnace profile to achieve the highest quality braze. This furnace profile is known within the industry as a vacuum brazing “recipe.” The recipe specifies the temperature, vacuum level, and cycle time. Brazing of cold plates and heat exchangers usually takes place at approximately 1100°F (593°C) and a vacuum level between 5 to 6 Torr. However, the recipe depends in large part on the alloys, the total mass in the furnace, and the vacuum furnace being used. The furnace controller monitors vacuum levels and temperatures and automatically advances to the next segment as programmed in the recipe until the cycle is complete.
Compared to other metallurgical techniques for joining aluminum, vacuum furnace brazing offers numerous technical advantages:
-High-strength, void-free, leak-free joints approaching parent metal strength, with proof pressures up to 800 psi and burst pressures up to 1300 psi
- Temperature resistance up to 350°F (176°C)
- Consistently reproducible results with tightly toleranced joining surfaces
- Uniform thermal conductivity
- Extremely clean parts with no residual corrosive flux due to the flux-free process (unlike dip brazing)
- Ability to fill long, otherwise inaccessible joints
- Minimal distortion due to uniform heating and cooling
- No surface deterioration during processing
Single process production of complex assemblies with multiple joints can also lower cost while increasing product quality. Yields of 80% are typical for the vacuum brazing process, but 98% or better yields are possible in a carefully controlled process. With high yields for complex fabrications, vacuum brazing is the preferred joining process for manufacturing high performance aluminum cold plates and heat exchangers.