- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
 |













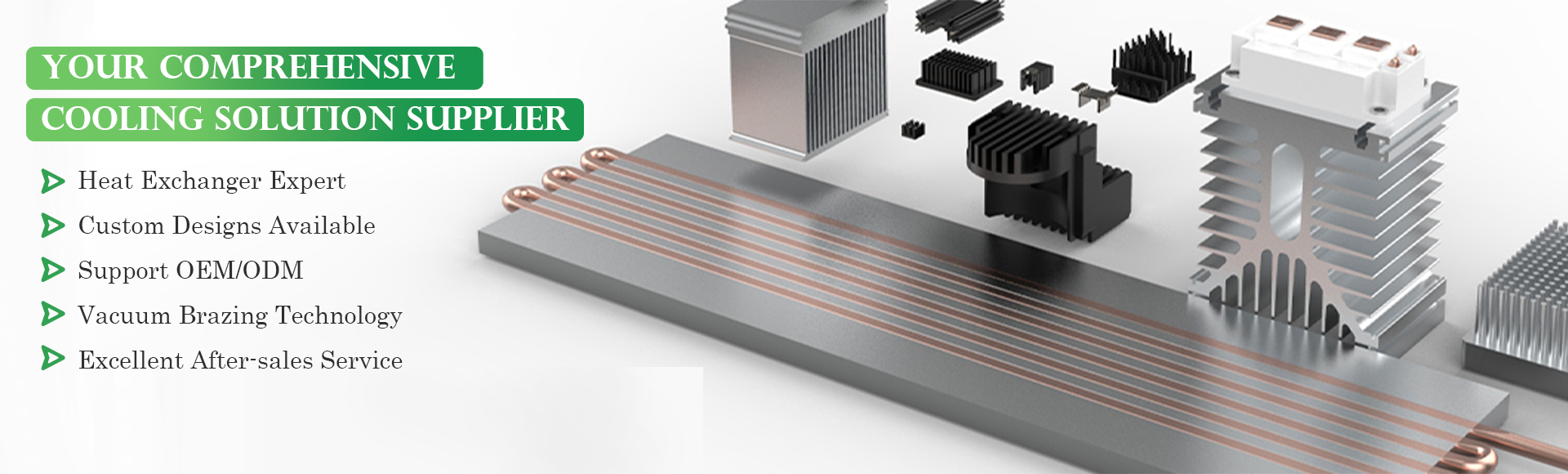
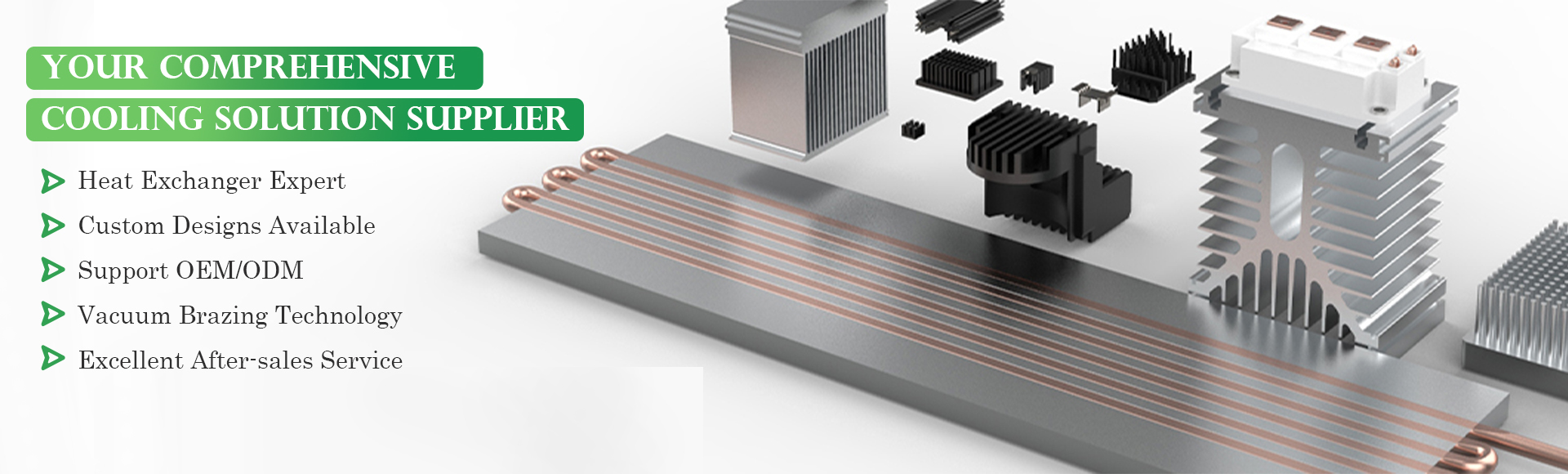
Product Name : High Performance Aluminium Heat Exchange Components Water Liquid Cooling Plate
PRODUCT DESCRIPTION | ||
NO. | ITEM | DESCRIPTION |
1 | Material | Aluminum alloy 3003, 6063,6061 |
2 | Dimension (L*W*T) | Up to 500*500*15 mm |
3 | Cooling Capacity | 500 to 1500 W |
4 | Working Pressure | 3 to 4 bars |
5 | Flatness | 0.15 mm |
6 | Surface roughness | 3.2 um |
7 | Flow rate | 5 to 10 L/min |
8 | Manufacturing Method | CNC machining Plus vacuum brazing |
9 | Joining Method | Vacuum Brazing |
10 | Cooling Method | Liquid cooling |
11 | Surface Finish | Mill finish or anodization |
12 | Coolant | Deionized Water,Inhibited Glycol and Water,Dielectric fluid |
13 | Warranty time | 1 year |
14 | Place of Region | Jiangsu province of China |
15 | Reference Standard | GB/T 3190-2008,GB/T 14846-2008,ISO 2768 |
M-stirling’s cold plate technologies include
◆ Vacuum brazed or controlled atmosphere brazed and CNC machined performance fin cold plates and chassis
◆ Friction Stir Welded (FSW) performance-fin cold plates and chassis
◆ flat tube cold plates
◆ Press lock Copper tubed cold plates
◆ Vacuum brazed and CNC machined copper cold plates
◆ Stamped and vacuum brazed cold plates
◆ Gun-drilled custom cold plate
◆ Custom channeled cold plate with ladder configuration
◆ Inner-Finned Brazed Cold Plates
◆ Aluminum extruded and welded or brazed cold plate
◆ Aluminum die casting and welded or brazed cold plate
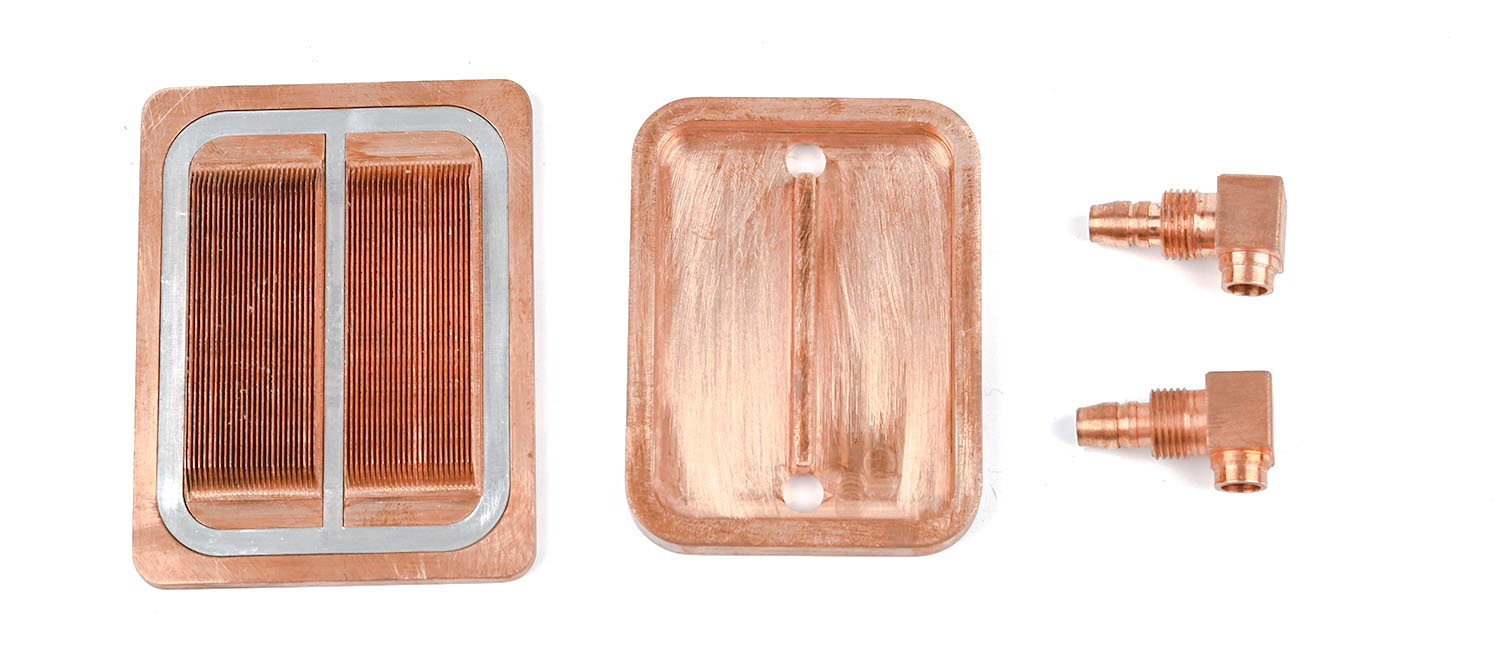
▲ Components for vacuum brazed cold plate

▲ Stamped and vacuum brazed cold plate

▲ Copper tubed cold plate
We also supply value added components as below
● Fittings and connectors
● Hoses and tubes
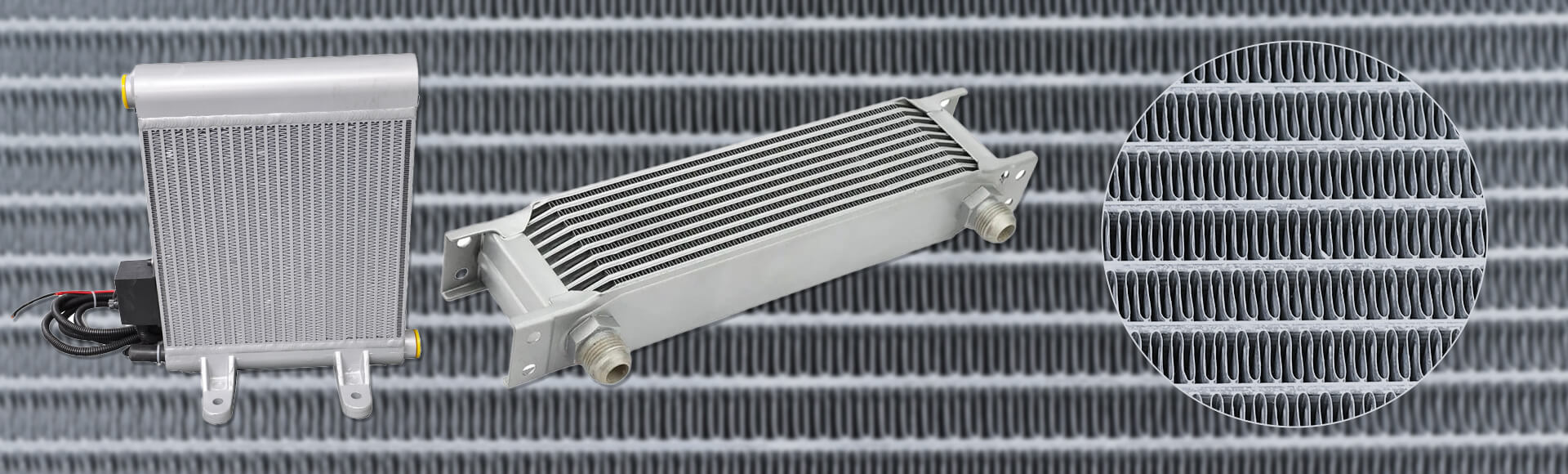
● Heat exchangers or radiators
● Pumps and reservoirs
● Fans
● Other accessories
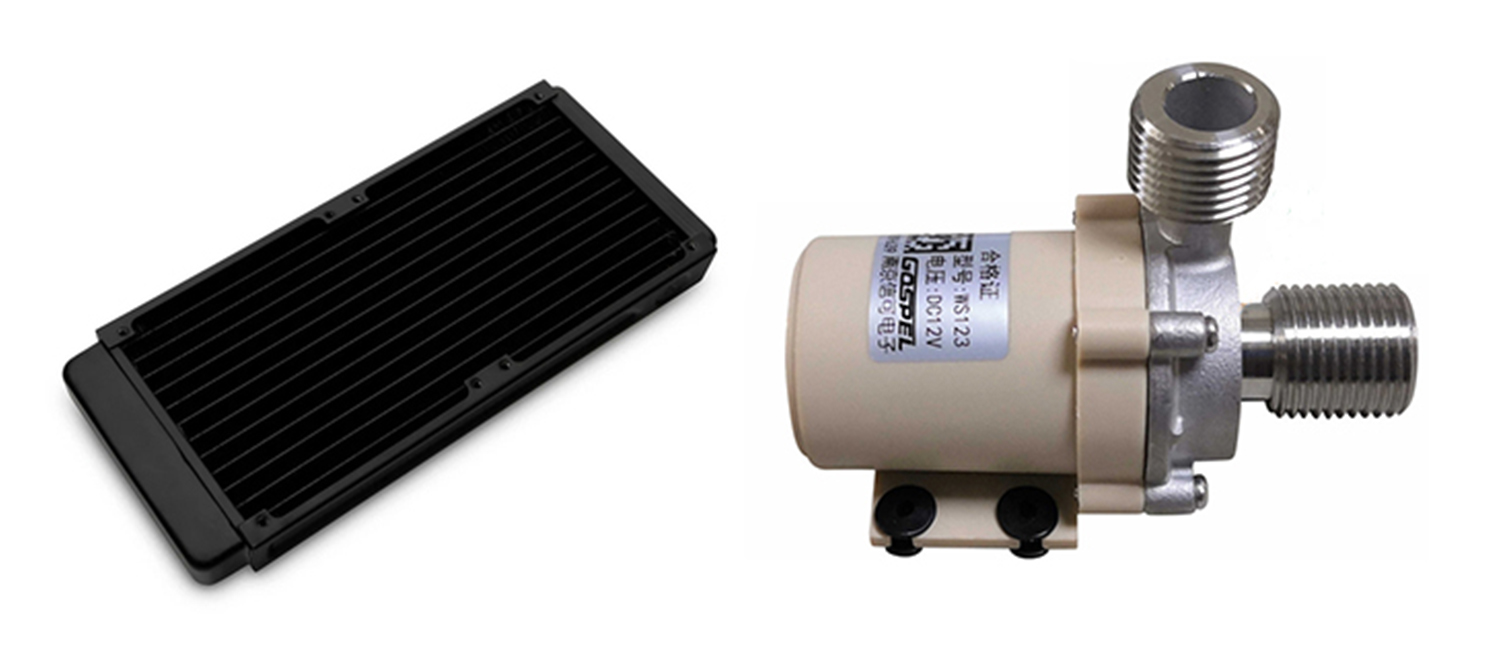
▲ Radiator ▲ Pump
Brief of a liquid cooling system
There are many ways to accomplish liquid cooling, but the most common method is to have a plate with a flow path that moves liquid under the devices. After the heat is absorbed into the liquid, it is taken out of the plate and into the larger system. While water or water/glycol are the most common fluids used in liquid cooling, gasoline, oil, and refrigerant are other fluids that can be utilized.
There are lots of ways to construct a cold plate and the methods can be driven by the level of performance needed, the materials needed or the environmental requirements.
One construction method is to use a series of cross-drilled holes in a plate. The holes intersect in the plate to determine the flow pattern and unneeded patterns are plugged. This construction method can be cost effective, but the pattern is limited to straight lines.
Another method is to embed a tube in a plate by machining a groove in the plate. The tube can either be placed toward the top surface of the plate to provide better cooling to devices mounted on that surface, or it can be embedded further into the plate so that it cools devices mounted on both sides of the plate. This option provides greater flexibility, but the thermal performance is limited because of the surface area of the tube perimeter.
To get more performance, extended surface area in contact with the fluid is required and this leads to machined cold plates. The cold plate is constructed of a plate that has been machined to form some flow passages and then a cover is assembled to capture the flow. The extended surface area can be machined in place or installed by use of a piece of folded fin. The cover can be flat or be another machined plate. The method of assembly of the two parts can be done by gasket/screw, glue/screw, brazing, or welding and is dependent on the required performance and the requirements of the environment.
Product Name : High Performance Aluminium Heat Exchange Components Water Liquid Cooling Plate
PRODUCT DESCRIPTION | ||
NO. | ITEM | DESCRIPTION |
1 | Material | Aluminum alloy 3003, 6063,6061 |
2 | Dimension (L*W*T) | Up to 500*500*15 mm |
3 | Cooling Capacity | 500 to 1500 W |
4 | Working Pressure | 3 to 4 bars |
5 | Flatness | 0.15 mm |
6 | Surface roughness | 3.2 um |
7 | Flow rate | 5 to 10 L/min |
8 | Manufacturing Method | CNC machining Plus vacuum brazing |
9 | Joining Method | Vacuum Brazing |
10 | Cooling Method | Liquid cooling |
11 | Surface Finish | Mill finish or anodization |
12 | Coolant | Deionized Water,Inhibited Glycol and Water,Dielectric fluid |
13 | Warranty time | 1 year |
14 | Place of Region | Jiangsu province of China |
15 | Reference Standard | GB/T 3190-2008,GB/T 14846-2008,ISO 2768 |
M-stirling’s cold plate technologies include
◆ Vacuum brazed or controlled atmosphere brazed and CNC machined performance fin cold plates and chassis
◆ Friction Stir Welded (FSW) performance-fin cold plates and chassis
◆ flat tube cold plates
◆ Press lock Copper tubed cold plates
◆ Vacuum brazed and CNC machined copper cold plates
◆ Stamped and vacuum brazed cold plates
◆ Gun-drilled custom cold plate
◆ Custom channeled cold plate with ladder configuration
◆ Inner-Finned Brazed Cold Plates
◆ Aluminum extruded and welded or brazed cold plate
◆ Aluminum die casting and welded or brazed cold plate
▲ Components for vacuum brazed cold plate
▲ Stamped and vacuum brazed cold plate
▲ Copper tubed cold plate
We also supply value added components as below
● Fittings and connectors
● Hoses and tubes
● Heat exchangers or radiators
● Pumps and reservoirs
● Fans
● Other accessories
▲ Radiator ▲ Pump
Brief of a liquid cooling system
There are many ways to accomplish liquid cooling, but the most common method is to have a plate with a flow path that moves liquid under the devices. After the heat is absorbed into the liquid, it is taken out of the plate and into the larger system. While water or water/glycol are the most common fluids used in liquid cooling, gasoline, oil, and refrigerant are other fluids that can be utilized.
There are lots of ways to construct a cold plate and the methods can be driven by the level of performance needed, the materials needed or the environmental requirements.
One construction method is to use a series of cross-drilled holes in a plate. The holes intersect in the plate to determine the flow pattern and unneeded patterns are plugged. This construction method can be cost effective, but the pattern is limited to straight lines.
Another method is to embed a tube in a plate by machining a groove in the plate. The tube can either be placed toward the top surface of the plate to provide better cooling to devices mounted on that surface, or it can be embedded further into the plate so that it cools devices mounted on both sides of the plate. This option provides greater flexibility, but the thermal performance is limited because of the surface area of the tube perimeter.
To get more performance, extended surface area in contact with the fluid is required and this leads to machined cold plates. The cold plate is constructed of a plate that has been machined to form some flow passages and then a cover is assembled to capture the flow. The extended surface area can be machined in place or installed by use of a piece of folded fin. The cover can be flat or be another machined plate. The method of assembly of the two parts can be done by gasket/screw, glue/screw, brazing, or welding and is dependent on the required performance and the requirements of the environment.